We have been selling auto-rotating laser planes for over 25 years with accuracies down to 0.5 arc secs (.00003”/ft) and we pride ourselves in publishing the complete accuracy specs of our laser planes. I mention this because in our battles with our competition, we have noticed that not all of our competitors agree with this philosophy, and we think that is just plain wrong!
So I thought I would roll up my sleeves and get into the details, just in case someone might want to really know how good their laser system is. I’ll start with the definitions and then I’ll highlight what the “other guys” are doing. I will also use a few examples to show how to determine if the spec is good enough for your application or not.
Laser Planes 101
In ALL rotating laser planes, there are 2 main errors:
- Angle Error
- Step or Translation Error
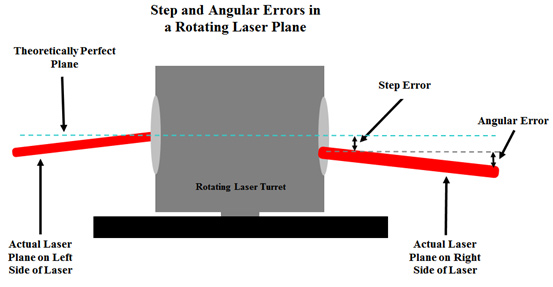
The spec page of any rotating laser plane brochure should include both of these numbers. So what do these errors mean? Here’s a graphic that I did for a customer a while back:

Angular Error
This is easy to understand. The Angular Error is sometimes called a “coning” error and is simply a slope (in inches/ft or mm/m) of the laser plane relative to a perfectly flat plane. To find how this error will affect your application, just multiply the distance of your surface times the Angular Error and you get the deviation or error from a perfect plane at that distance.
For example, let’s say you have a flatness spec for your machine bed of .005” in 30 feet (0.127 mm in 9.1 m). Well then, you had better have a laser that at least has an angular error better than .005’/30’ or .00017 in/ft. (0.014 mm/m).
However, in metrology, it is standard practice to have at least a ratio 4 to 1 of accuracy to spec (10 to 1 is best), so this means your rotating laser needs to have a minimum flatness of at least .000042 in/ft (0.7 arcsecs) to give you the confidence that you are achieving your desired flatness tolerance. That’s pretty darn tight and your laser better be up to the task!
Step Error
This is a bit harder to understand. Basically a Step (or Translation) Error will occur as a pentaprism rotates and the laser beam is not concentric to the axis of rotation, which means the laser beam will “step” up (or down) as the pentaprism rotates from one side to the other. See the sketch above.
For example, for a Step Error spec of .0001”, this means that if you put a laser with a perfectly flat plane in the middle of perfectly flat rail and measure the rail to the left and right sides of the laser, then all of the points on the left side of the laser will be higher (or lower) from all of the points on the right side of the surface by .0001”. Note this is not an angle, so all the points will be parallel to each other but offset by .0001”.
A word of warning: while this may seem like a fairly small error (some of the step errors on other lasers are pretty big – see below), if you are not careful, then this can really cause some problems in your setup. For example, if you put the laser in the middle of a surface and use a 3-point buck-in, then the Step Error can cause the laser beam to tilt relative to the surface and cause a slope error in the setup, which will skew the flatness data. More on this another time.
How Our Competition Spec’s Their Laser Planes
Now let’s take a look at the competition. We’ll start with Damalini (Easy Laser).
Damalini
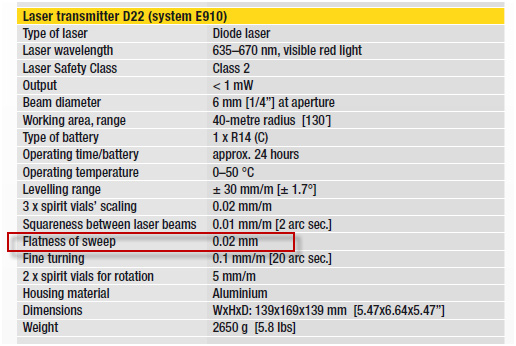
Below is their spec for their D22 Laser (the D23 shows the same values). Notice where it says “Flatness of Sweep” and specifies 0.02 mm. What does this mean? Is this Angular Error or a Step Error? It doesn’t say! So basically we have no idea how flat the D22/D23 laser planes are. Ironically they do specify the laser beams are square to 0.01 mm/M. Gee, thanks! However, as a customer, how are you to know how accurate you can level your surface with these numbers? I don’t know and I’ve been doing this for 15 years! Not good Damalini!
Fixturlaser
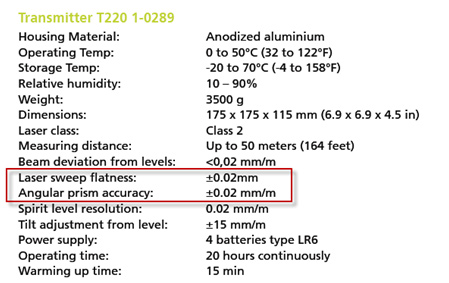
Next up is Fixturlaser’s T220 Laser. Here Fixturlaser does a good job of spec’ing out the laser plane’s accuracy. The Laser Sweep Flatness is the Step Error and the Angular Prism Accuracy is the Angular Error. In this case, the Angular Error is a total of 8 arc seconds, which is about 16 times less accurate than our L-740 Ultra-Precision Leveling Laser and 8 times less than our L-730 Precision Leveling Laser! The T220’s Step Error is also 10 times higher than our L-740 and 4 times higher than our L-730.
Pruftechnik
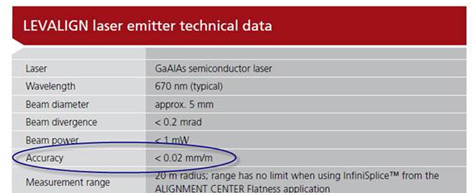
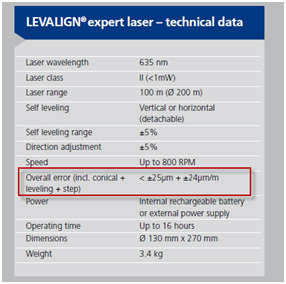
Looking at Levalign from Pruftechnik. Notice they mention that the accuracy is < 0.02 mm/m, which is good, but not too good if you think about it. They really mean the “error” is less than 0.02 mm/m but that is a common mistake. However, notice there is no spec for the Step Error. As we have seen above, this can be significant, so it is important to find out what this is.
Finally, a quick look at Pruftechnik new Levalign Expert Laser. I’m happy to see they have included full specs. Again this is not very good when compared to our L-740 (ours is 10 times better) or L-730 (5 times better) but at least you know the full picture.
Don’t Forget the Target
One last thing I noticed with the Levalign Brochure. Here is a picture of their target and mag base fixture.
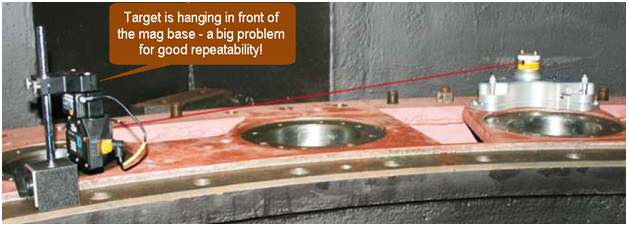
Notice how the target is hanging in front of the mag base holder. This is a big problem when measuring flatness. By doing this, the target becomes many times more sensitive to angular changes (tilt) in the target relative to the laser plane. So this means the repeatability of this will be pretty bad. This may be ok for motor base plates but not good enough for machined surfaces!

A-1519-2.4ZB Wireless Target
Contrast that with the way our A-1519-2.4ZB Wireless Single Axis Target is mounted on our mag base fixture. We put the targets PSD sensor directly over the supporting post. This means even if there is an angular error (causing the target tilt forward/back relative to the laser plane), it will only be a small cosine error. Mounting our target this way, we are able to put our target on a ground surface and use our Surface Plate Measuring base to achieve repeatability of .00004” (0.001 mm)! That’s not resolution but mechanical repeatability, which is not easy to do!
Remember, it isn’t only the specs that affect your accuracy. Little things like a target mounting design can have a big impact!
